魅力的なアクセサリーは、洗練されたデザインだけでなく、優れた表面処理技術(コーティング) によっても輝きます。とりわけチタンに美しい色を付けることは難易度の高い技術なのですが、HIBINOIの製品をご覧いただければ分かるとおり、弊社のイオンプレーティング(以下、「IP」と呼ぶ。)加工技術が、他のチタンアクセサリーとは一線を画す強みとなっています。
アクセサリーの素材には、安価なものから金やプラチナなどの高価な貴金属まであります。コーティングについては、素材の種類や価値に関わらず施すことがあります。コーティングを施すのには、目的に応じてさまざまなメリットがあるからですが、主要なものとしてはアクセサリーの表面を外部からのダメージから守る耐久性の向上。肌に触れる部分や衣服と擦れあう部分が長時間の使用や激しい動きによる摩擦から守る耐摩耗性の向上。湿気や水分などの外部環境からアクセサリーを守る耐食性(防錆)も向上させます。そして、なにより見た目を美しく引き立たせる装飾性を向上させることもコーティングをする重要な目的になります。
アクセサリーをコーティングする際には、大まかに分けて以下のタイプの異なる3つの方法から選択することが多いです。
湿式の電気めっき
アクセサリーに用いるコーティングとしての歴史は古く、現在最も一般的な加工方法のひとつです。主に使われる金やロジウム、プラチナなど材料は高価ですが、加工方法としては一般的で安価。技術的にも確立されていて、複雑な形状や微細なパーツなどにも効果的に施すことができます。
めっきには様々な厚みがあります。フラッシュめっきと呼ばれるサッとかける薄いものから、高価な厚めっきと呼ばれるものまで厚みは様々ですが、決まった定義はありません。古くからの方法として母材との密着性を高めるため通常では下地にニッケルや銅を使います。しかし最近ではアレルギー対応のためそういった下地を使わない「ニッケルフリー」などの加工法が好まれます。ところが下地がない分、密着性が不安定となり、加工面も不均一になりやすく耐久性を犠牲にすることにもなります。
陽極酸化処理
電解液の中で金属に電流をかけて酸化被膜を生成させる加工法です。一般的にはアルミ製品に施す「アルマイト処理」が有名ですが、アルマイト処理は、酸化被膜に開いた微細な孔に染料を封じ込めることで色付けを行います。
チタンの場合には、酸化被膜の厚さによって光の波長を調整することで色調を変えます。酸化被膜により入射光と反射光の干渉がおこることで着色されているように見え、染料を使わずに着色できる=素材はチタンのみということでアレルギー対策でのメリットはありますが、微細な酸化被膜の厚みのコントロールで発色させているため、見る角度により色が変化します。また経年変化や摩擦に弱く、アクセサリーの場合、次第に変色・退色していくデメリットもあります。
IP(イオンプレーティング)
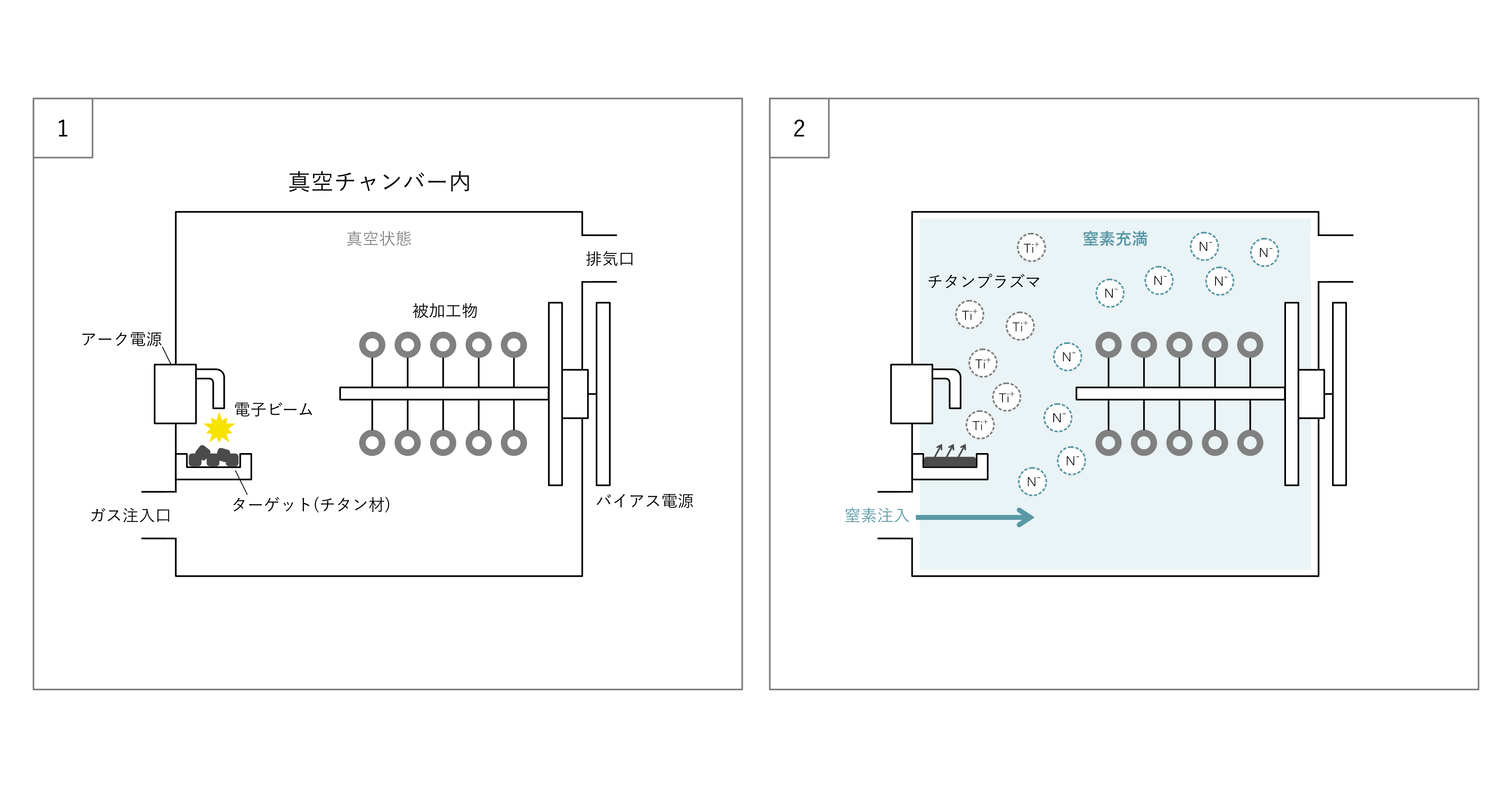
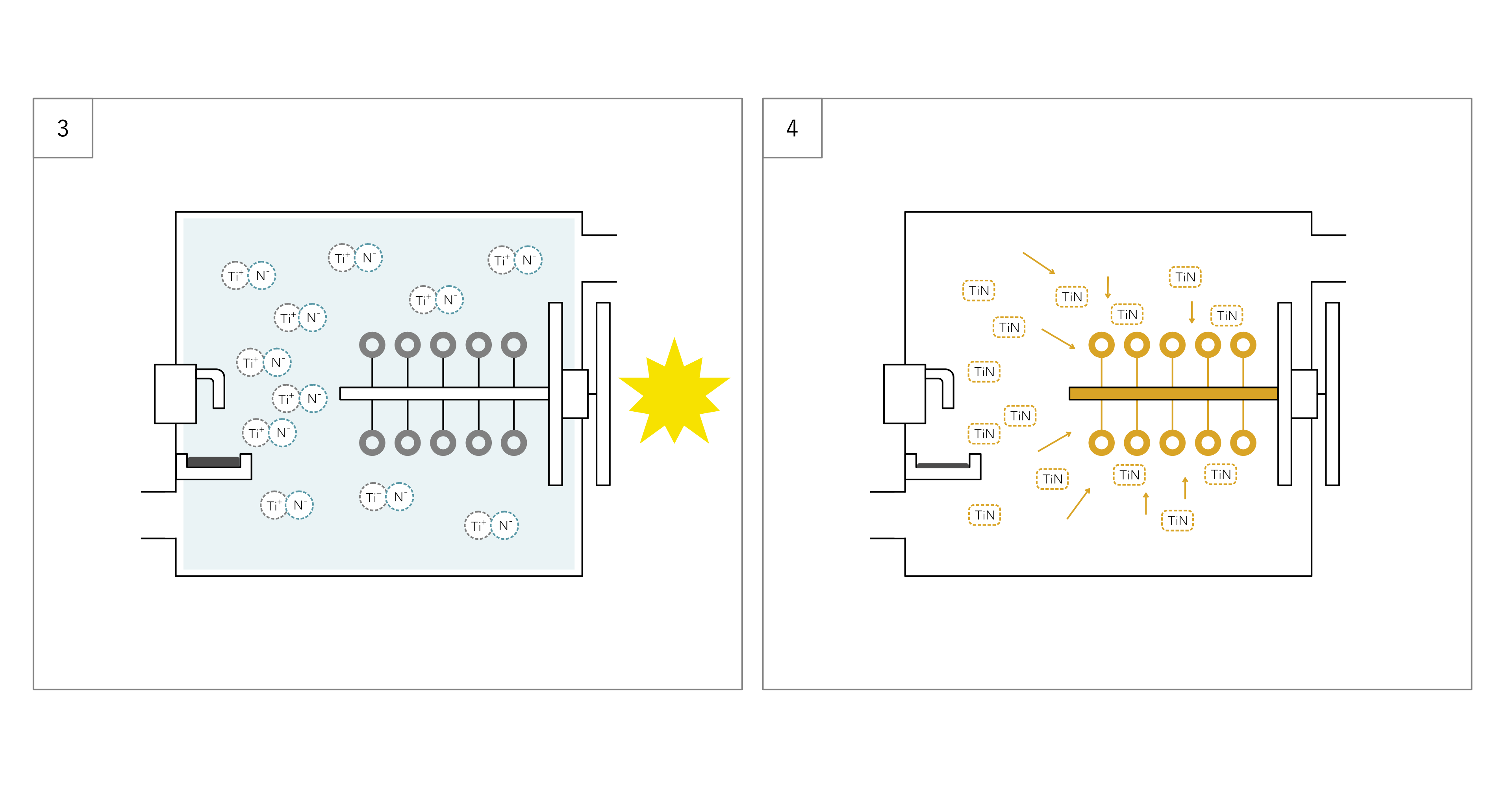
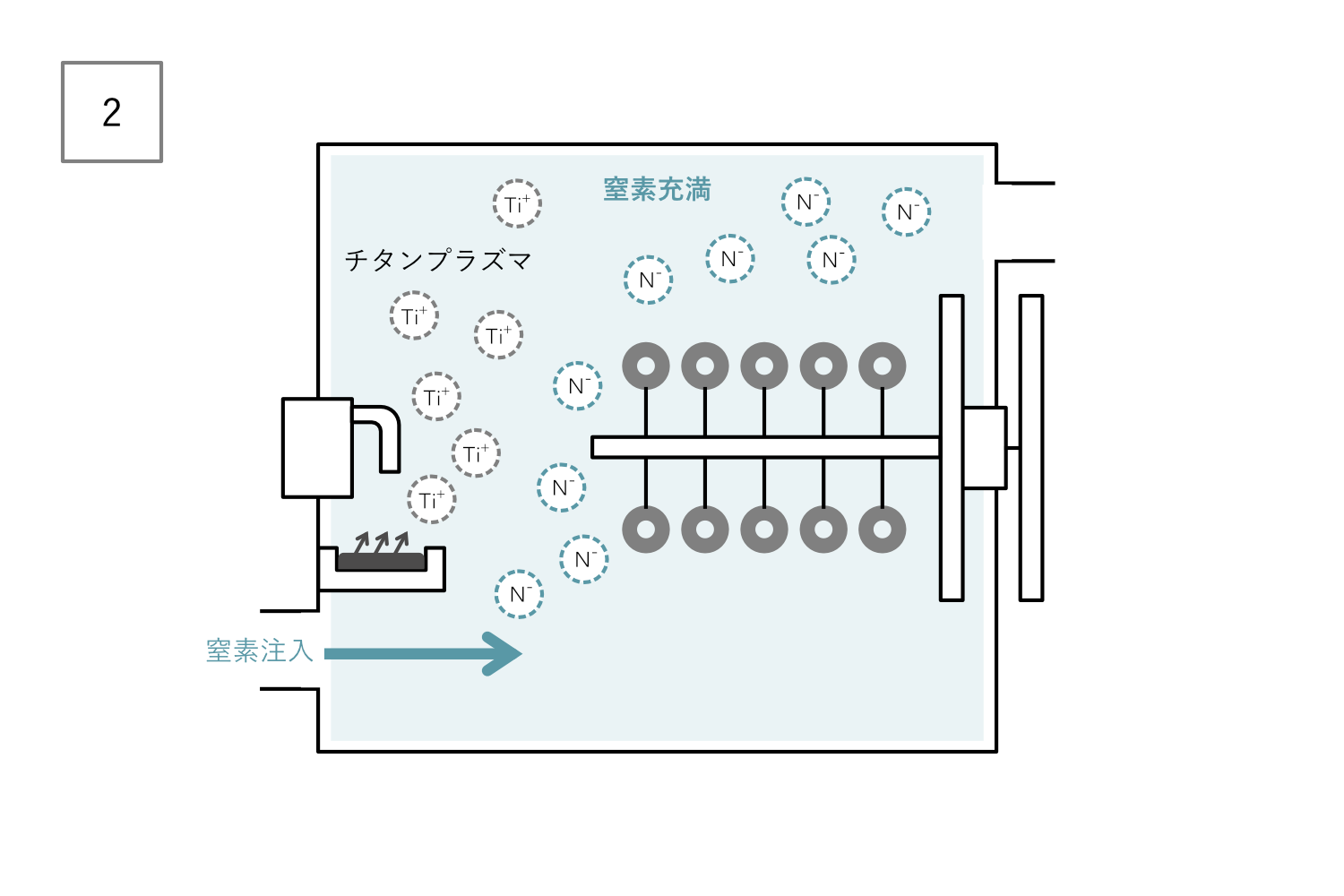
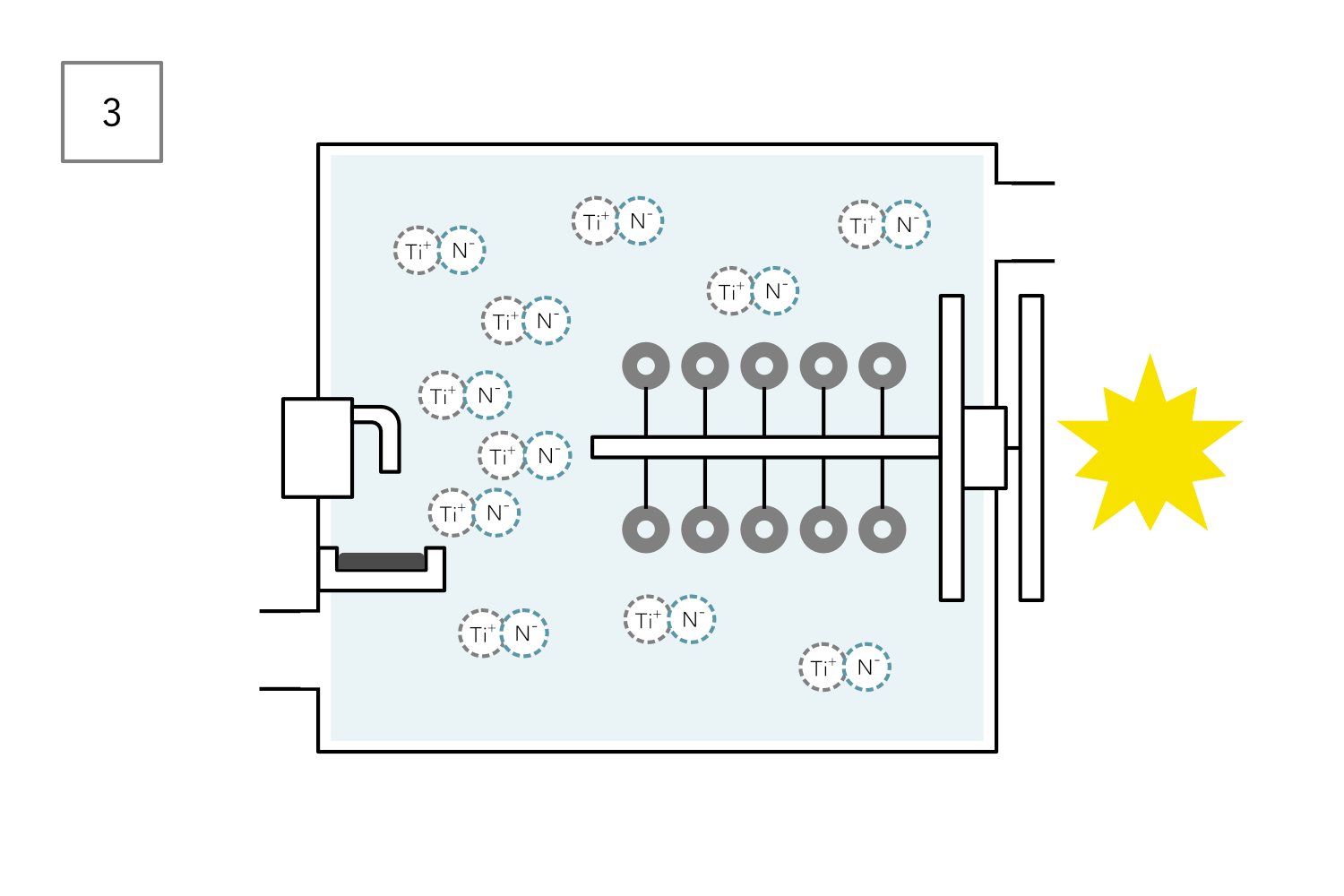
真空装置内でプラズマを生成し、蒸発原子をイオン化した後、電子ビームで加速してチタンなどに衝突させて皮膜を形成する方法です。高エネルギー成膜によって密度と密着性の高い皮膜形成が可能で、耐摩耗性に優れ、従来の湿式めっきや陽極酸化のように廃液も出ないため、無公害の技術です。元々はプラズマ発生技術と真空蒸着技術が融合することで発明され、1950年代からNASAの宇宙開発技術と共に開発が進みました。
非常に硬い皮膜を形成するため、身近な例としては切削工具の刃先やドリル、金型などへの耐摩耗のためのコーティングに応用されています。
ここで一般的なゴールド色の場合で簡単な流れをご説明します。
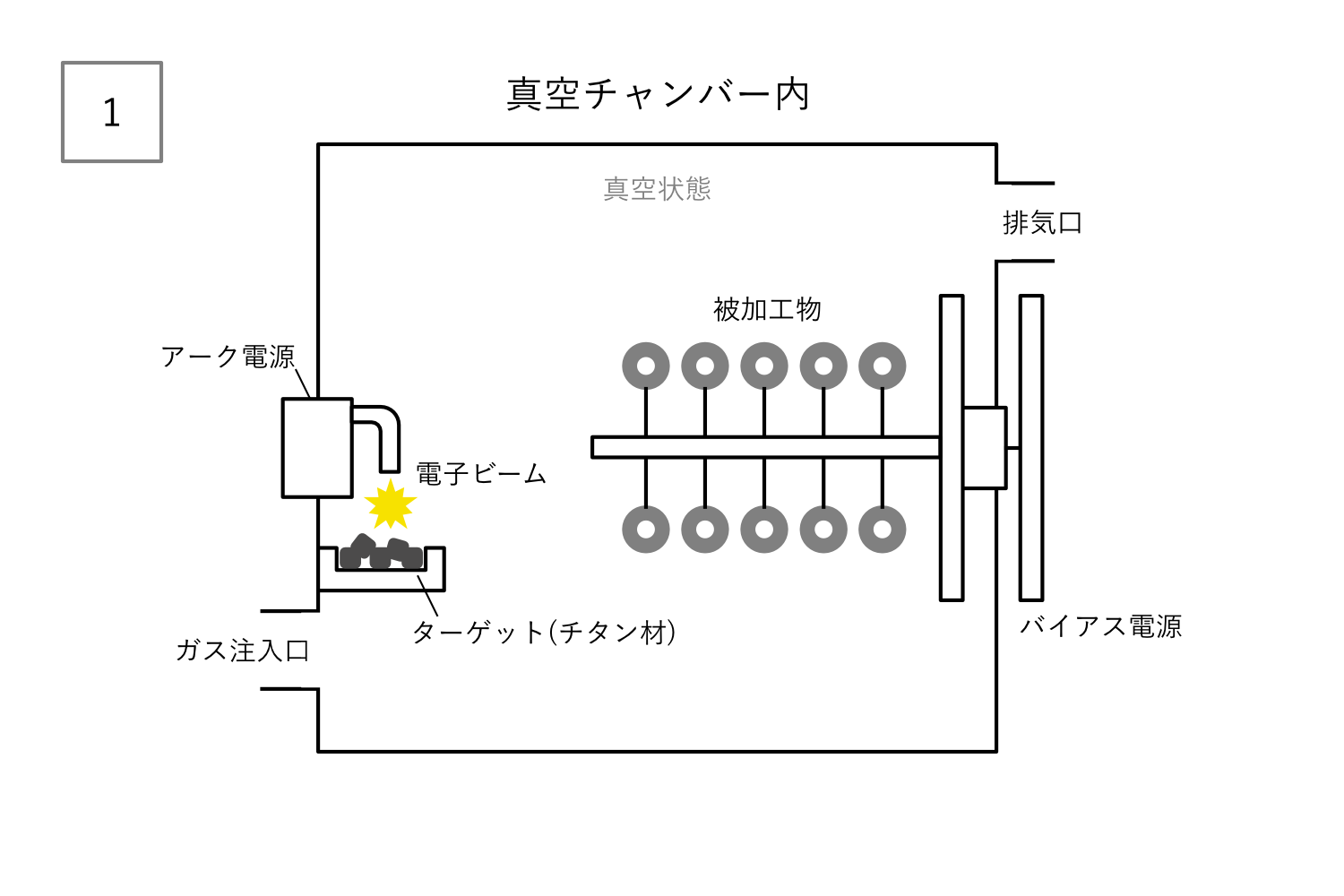
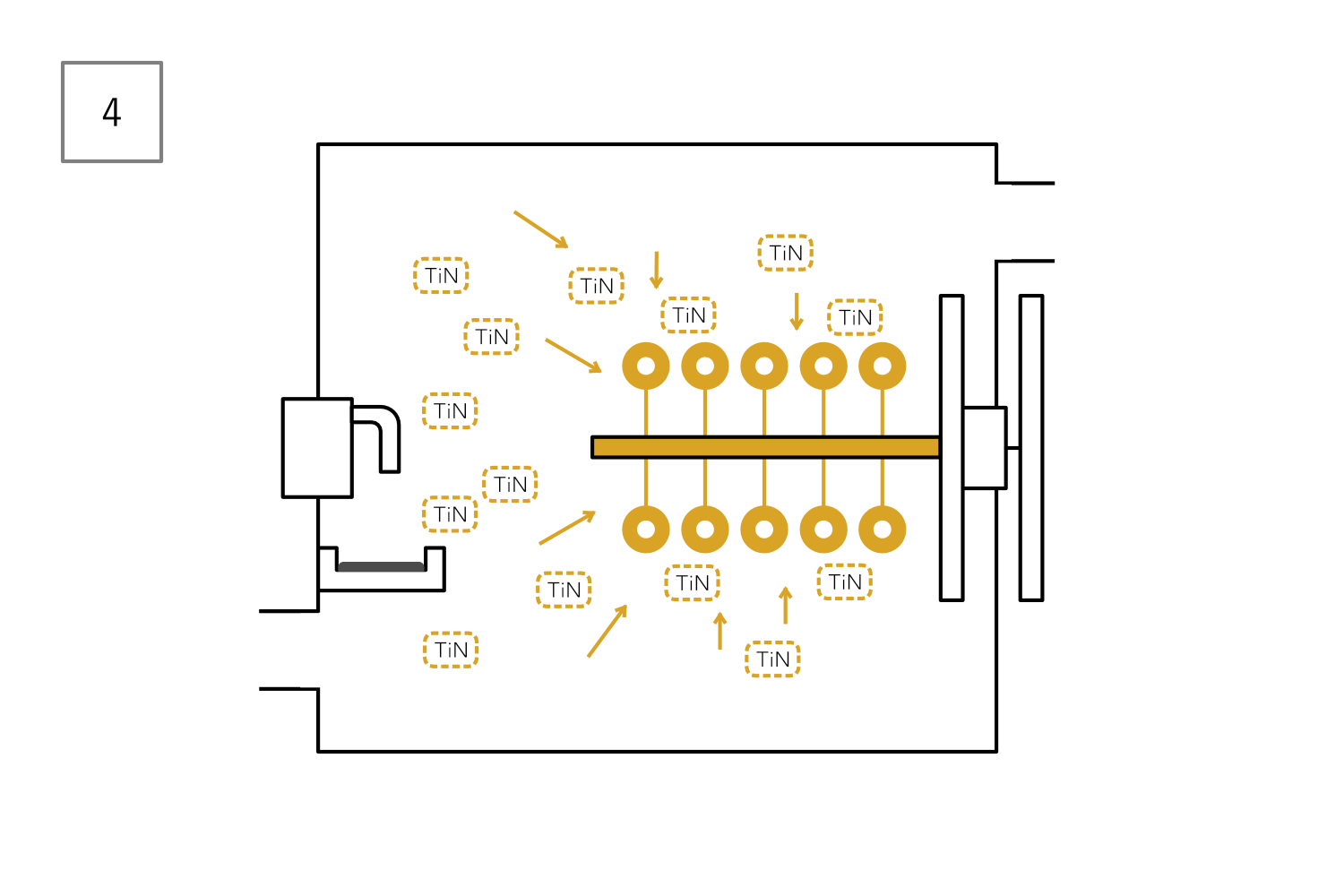
またブラックについては、TiCNと呼ばれるTiNに炭素が添加され、低摩擦という特性を加えた硬質複合皮膜で本来TiN膜よりも高硬度なのですが、ブラックとしての色の装飾性を重視しているため、ゴールドよりは少し硬度は抑えめになっております。
ちなみにIPは金属以外のものにも“載ってしまう”ので、ダイヤなど石を付けた後にIP加工すると石にまで色がついてしまいます。
HIBINOIで色付けにIPを使うのは、対金属アレルギーと強度や耐摩耗性について優れているからです。
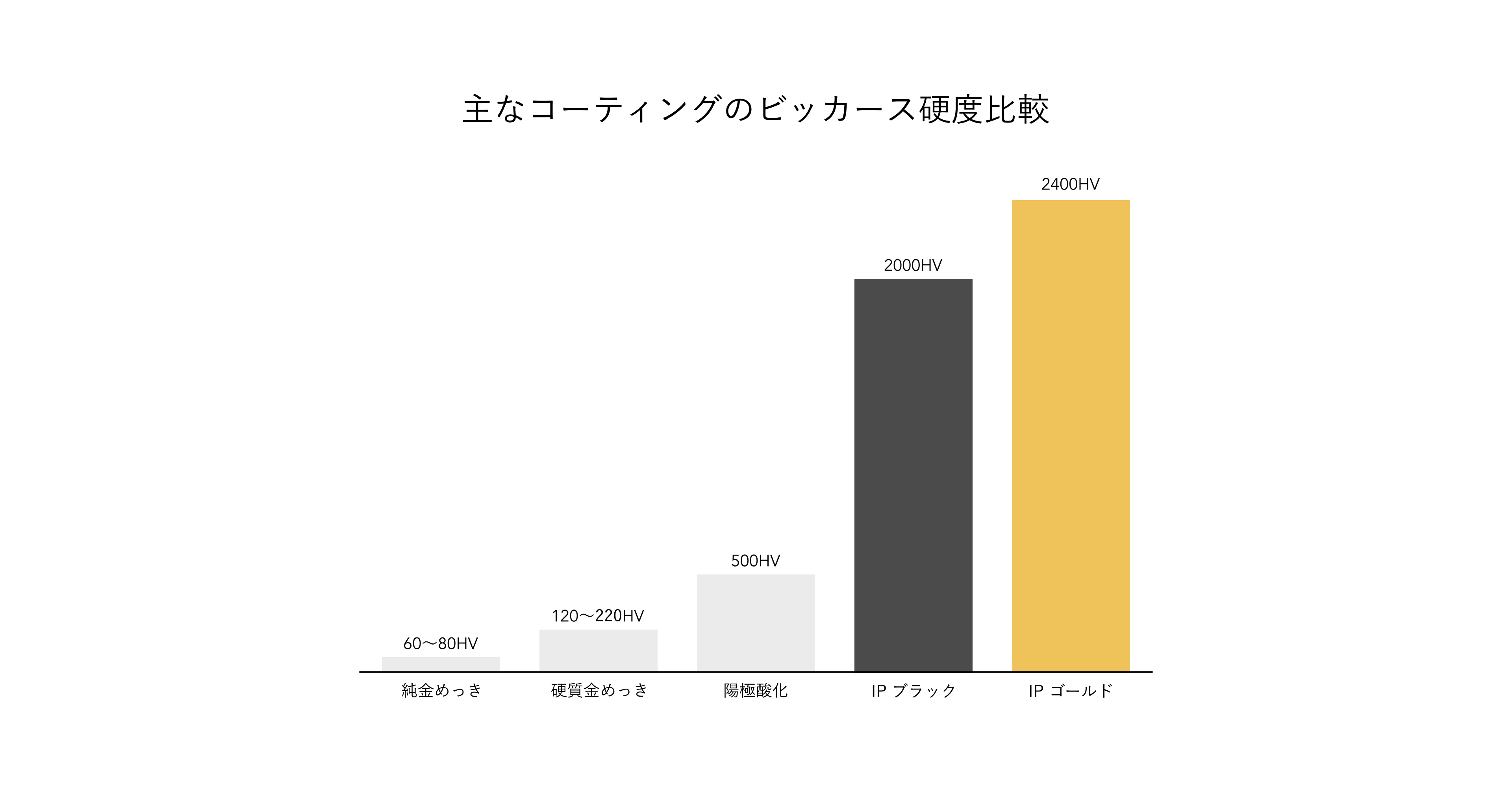
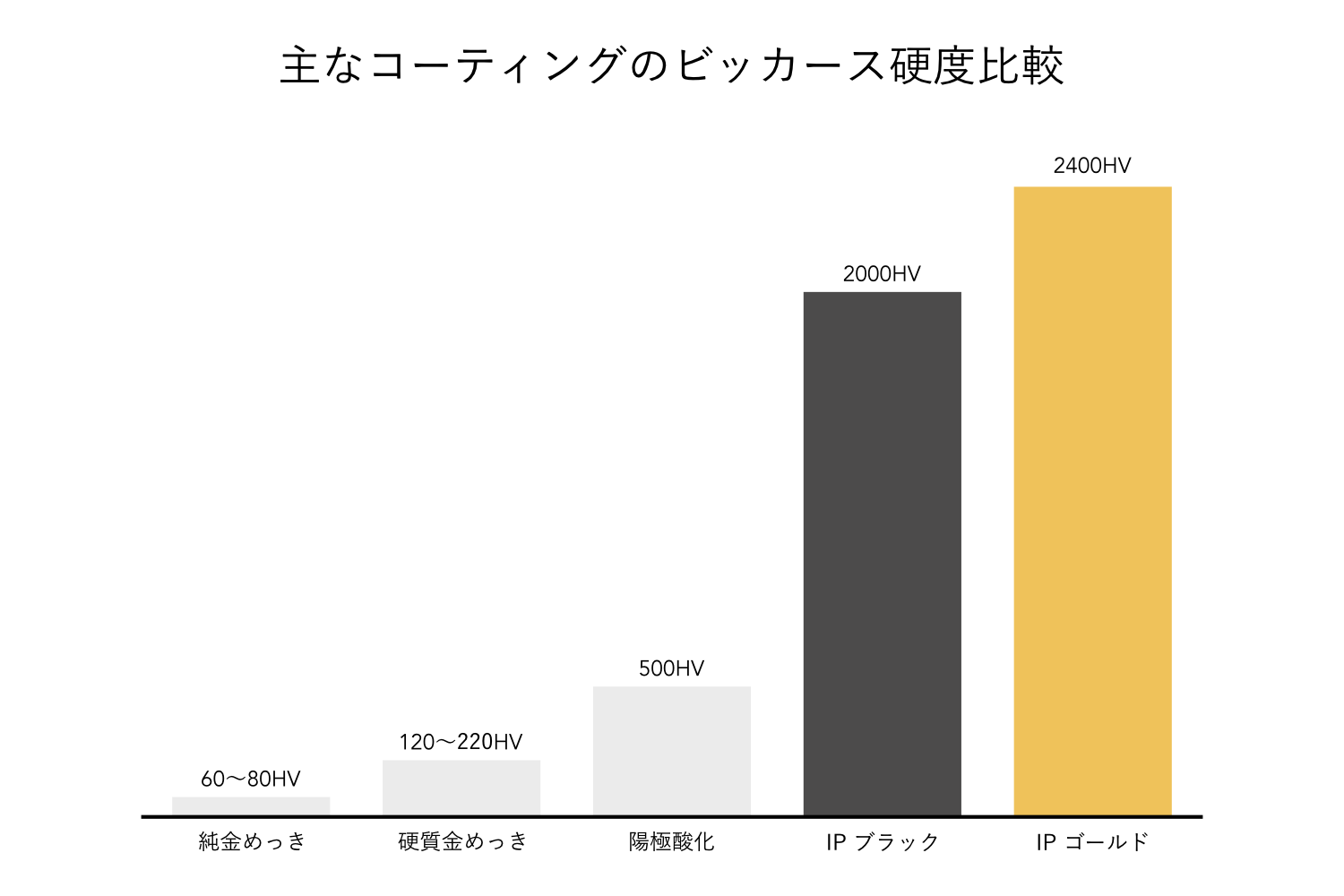
特に皮膜の硬さは、ビッカース硬さで比較すると、純金めっきが60〜80HV、硬さを追求した硬質金めっき(ニッケル使用)で120〜220HV、陽極酸化では色調(膜厚)によりますが500HVほど。それに対しIPゴールドは2400HV、ブラックが約2000HVと圧倒的な硬度を誇ります。
しかしながら、その硬さが仇となる場合があります。それは、IP加工をした母材が変形するほどのダメージを受けた時です。弊社では、チタンにIPを施していますが、何か大きな衝撃を受けて母材のチタンがへこんだ場合、硬いが薄いIPの皮膜は割れてはがれてしまうことがあります。
それでも、それほど大きなダメージはなかなか負う機会はありませんし、他のコーティング方法と比べても有り余るメリットがあると感じております。
IP加工は設備さえあれば誰でも施せる加工ではありません。先刻説明した手順の各プロセスを最適化させることも大切ですが、一番大事なのは「治具」作りです。治具は被加工物を固定するものですが、チャンバー内で被加工物を効率よく自転・公転させ、まんべんなく均一に皮膜を形成させるために、被加工物ごとに最適な治具を用意する必要があります。また、被加工物を固定するためには何か所かを押さえる必要があるのですが、押さえた部分はIPが付かず色ムラになり、地の色が見えたままになります。良い治具というのは、押さえる箇所を最小最低限にして、押さえた箇所を目立たなくします。HIBINOIのIP加工製品は、それぞれ専用の治具を用いて最適に色付けされているため、美しい発色の仕上りとなるのです。
結局のところ、この世に絶対に剥がれないコーティングは存在しません。しかし、それでも私たちは装飾品としての最善のコーティング方法として、IPを選択します。HIBINOIではIP加工の技術で安心してお使いいただける魅力的な製品づくりを心掛けています。よろしければIP加工された製品もアクセサリーを選ぶ際の選択肢に加えてはいかがでしょうか。